1.绘图
在钣金上机加工之前,应根据产品要求选择合适的材料,并合理展开零件图,其中公差外形尺寸、毛刺方向、撕裂、压铆位置、板厚及公差、折弯半径等均应确保科学准确。
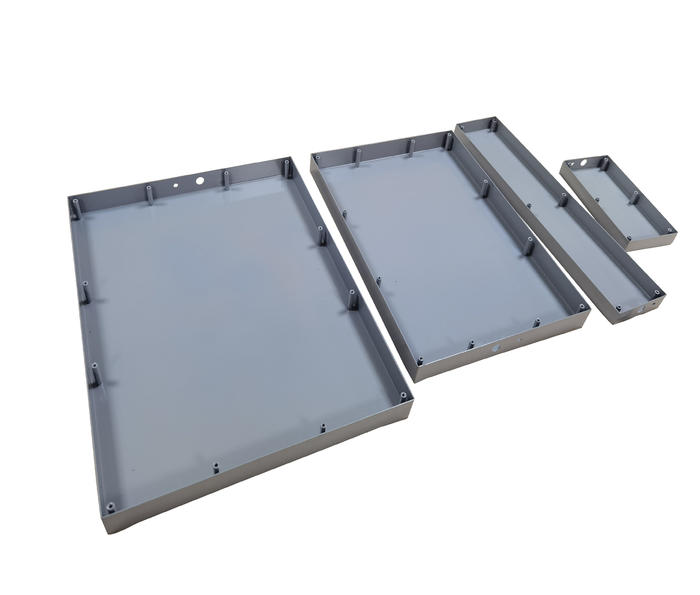
2.下料
在下料时则应基于实际情况确定具体方式,如激光切割柔性化程度高,切割速度快,生产效率高,产品生产周期短,切缝窄、切割质量好、自动化程度高,操作简便,劳动强度低,安全环保。
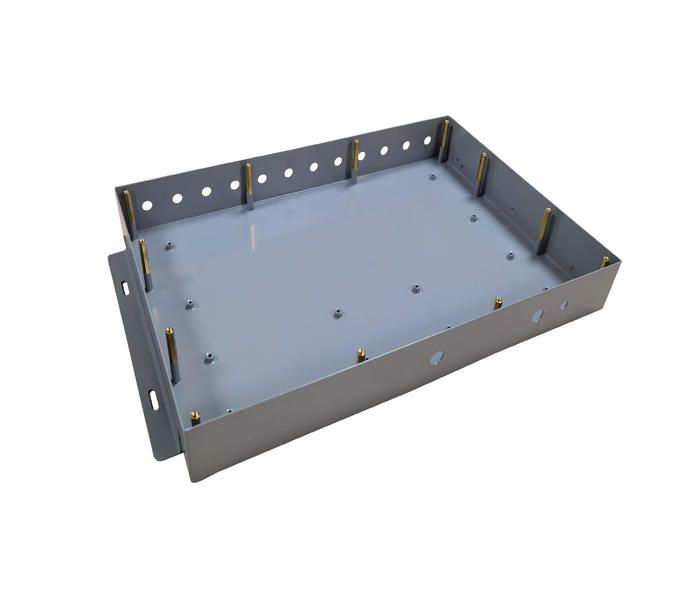
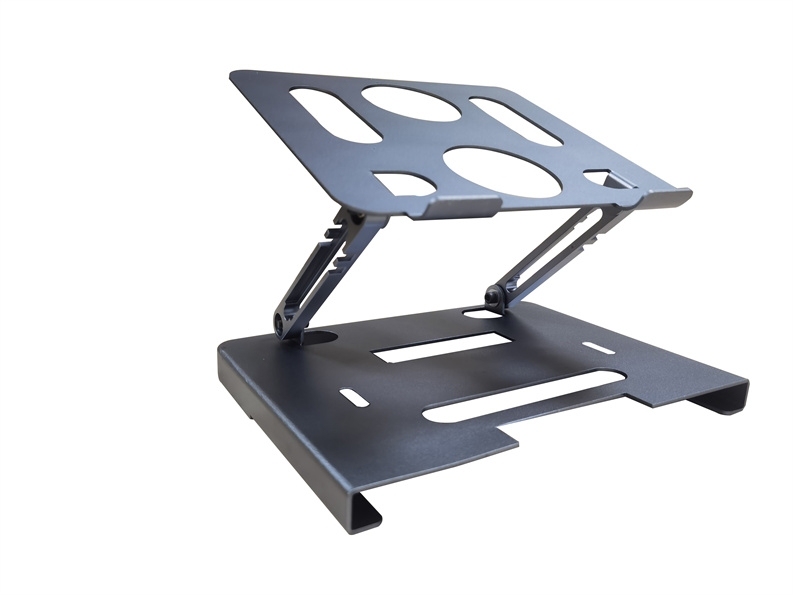
3.折弯
折弯即2D平板件向3D零件的过渡环节,具体是借助折弯机对金属板料施加一定的压力,使其由弹性变形转化为塑变变形,此时板料会先自由弯曲,后在压力的作用下,弯曲力臂、曲率半径会不断变小直至形成V型弯曲,一般情况下先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯—压铆—再折弯等工序。
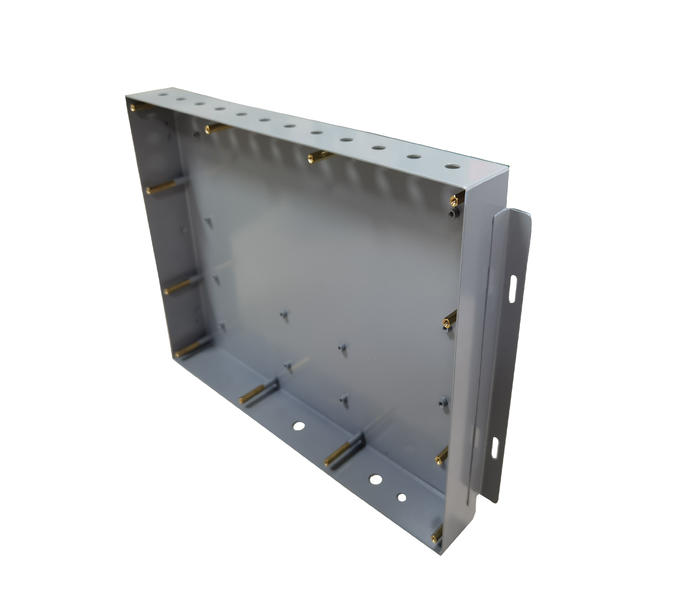
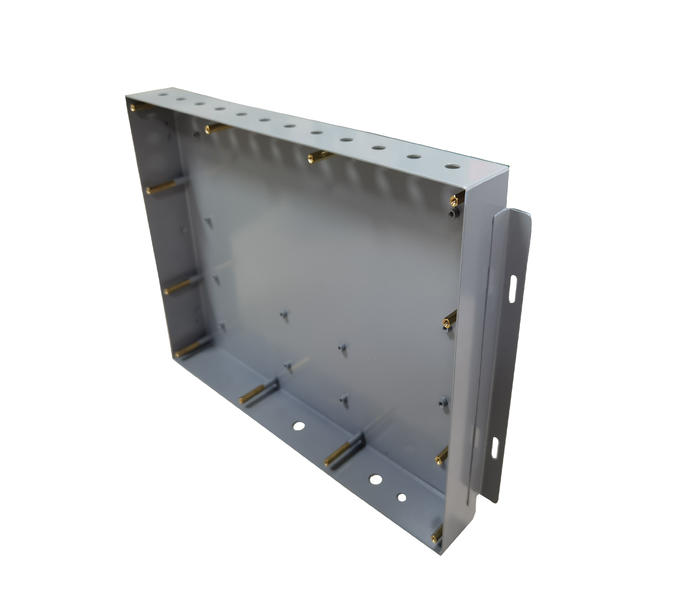
4.焊接成形
完成下料、折弯等加工环节后,则应对零件进行焊接,以此提高零件强度,常见的焊接方法有点焊、CO2气体保护焊等,但要严格控制焊接变形,
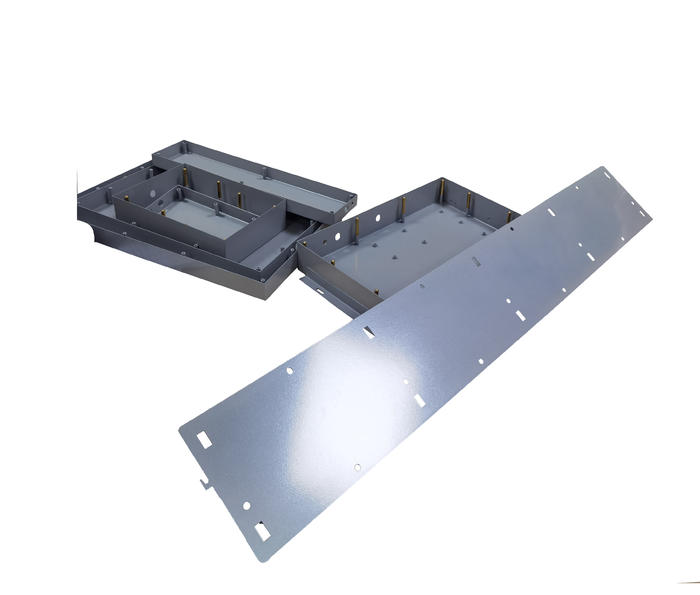
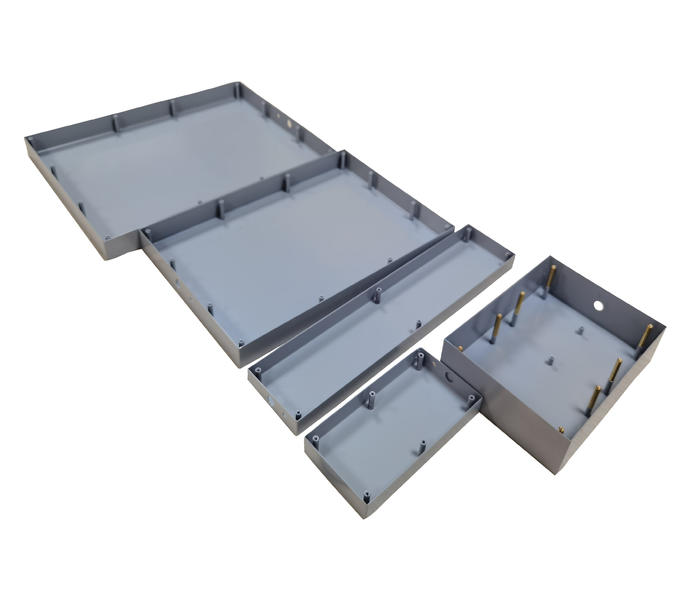
5.组合保护
组合即遵循一定的要求和方式,将产品零件组合在一起,使之成为一个产品整体,由于是钣金加工的最后一个流程,若因有所损坏而无法使用,只能进行返工,因此应做好料件保护工作,确保吸塑后的钣金成品表面光滑均匀,无流挂、无气孔,且颜色深浅一致。
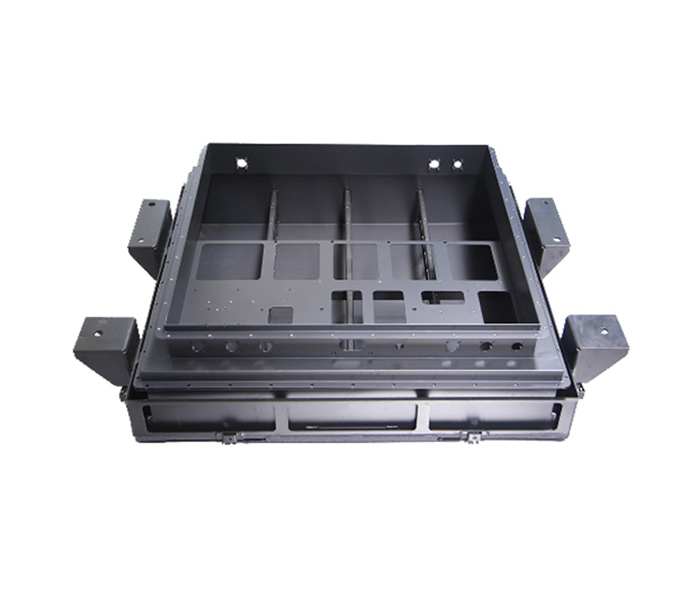
在工业制造、智能家居、新能源设备等诸多领域,钣金加工都是不可...

钣金机箱作为精密设备的结构承载单元与防护屏障,其加工品质直接...

在制造业日新月异的今天,钣金外壳早已不是简单的\"铁皮盒子\"。...
钣金机箱加工是制造各类机箱外壳的核心工艺,产品表面质量直接关...
服务热线:134 3097 9192
联系电话:137 1373 6163
公司传真:0755-27286363
公司邮箱:szzywj888@163.com
公司地址:深圳市光明新区公明将石社区新围路49号B栋一楼



微信二维码

扫一扫关注官方微信
 134 3097 9192
134 3097 9192